Сварка разнородных сталей и сплавов
Задачи и проблемы при сварке разнородных сталей
Одним из центральных решений проблемы экономии высоколегированных материалов является возможность изготовления деталей и механизмов путем комбинирования, то есть сварка разнородных сталей. Это становится возможным благодаря тому, что, как правило, в процессе эксплуатации работает не все изделие, а только отдельные его элементы или части. Большая же часть не подвергается взаимодействию и окружена стандартными условиями. Поэтому она без риска может изготавливаться из средне- и низколегированной стали.
Для создания комбинированных конструкций из разнородных металлов необходимо соединять друг с другом их отдельные составные части. В таких случаях приходится варить между собой разнородные стали, которые разительно отличаются по физико-химическим свойствам. Но это различие редко позволяет создать качественное, работающее при особых условиях сварочное соединение. Такой вопрос оказался настолько трудным для поиска решений, что образовал отдельное направление – сварка разнородных металлов.
Сварка разнородных металлов вызывает ряд непростых проблем, с которыми можно столкнуться, но которые играют не последнюю роль в качестве конечной детали:
- Можно столкнуться с такой проблемой, как образование трещин на шве. В основном он получается на контуре стыка или в середине.
- Металлы имеют разную структуру, значит, под воздействием высокой температуры сварки могут образовываться прослойки. А для двухслойных стыков, являющихся более сложными соединениями, требуется своя технология.
- Подбирать такие металлы и сплавы, которые, получив единую структуру, будут иметь одинаковый уровень плавления (например, у меди и алюминия он различен). Только тогда деталь получится технологически правильной.
Как сварить разнородные стали
При необходимости сварки стали перлитной с высокохромистой мартенситной, ферритной, аустенитно-ферритной нередко возникновение холодных трещин, а также нежелательных прослоек в месте сплавления. Такие соединения обычно выполняют с применением перлитных электродов для ручной сварки или сварочной проволоки фирмы производства Castolin Eutectic. Только с применением материалов Castolin шов получится пластичным и будет долговечным, так как в нем будет минимум хрома, что позволит уменьшить риск появления трещин.
На практике сплавы из перлитных, мартенситных, ферритных и аустенитных сталей температурной обработке не подвергаются. Это ведет к понижению эксплуатационных возможностей. Отпуск находит применение в редких случаях, и его температура приближена к минимальной, для избегания появления прослоек.
Большинство марок, используемых при сварке разнородных сталей и сплавов, относится к электродам и проволокам, предназначенным для сварки высоколегированных сталей и легированных сталей повышенной и высокой прочности, обеспечивающих получение металла шва с аустенитной структурой.
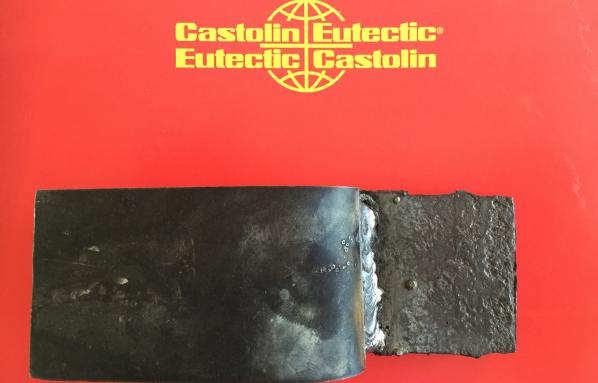
Фото примера сварки обычной стали (Ст.3) с наплавленным слоем износостойкой биметаллической плиты CDP® 4666 (Наплавленный слой из сложных карбидов ниобия, хрома, бора. Легирование: C, Cr,Nb,B. Содержание более 50% в наплавленном слое фирмы производства Castolin.


